
In the UK all drinking water, whether from public supplies or other sources, has to meet standards laid down in the EU Drinking Water Directive (98/83/EC). UK regulations follow the EU directive, but some aspects are stricter than, or in addition to, those defined by the directive, reflecting the high standards of water supplies in the UK.




We have always been bold in our attitude to product certification and many years ago, took the step of attaining DWI Regulation 31 Reference number DWI 56.4.513 “Approved for use in public water supplies” for Weholite Pipes. The approval also covers Weholite Modular. Weholite also has WRAS approval.
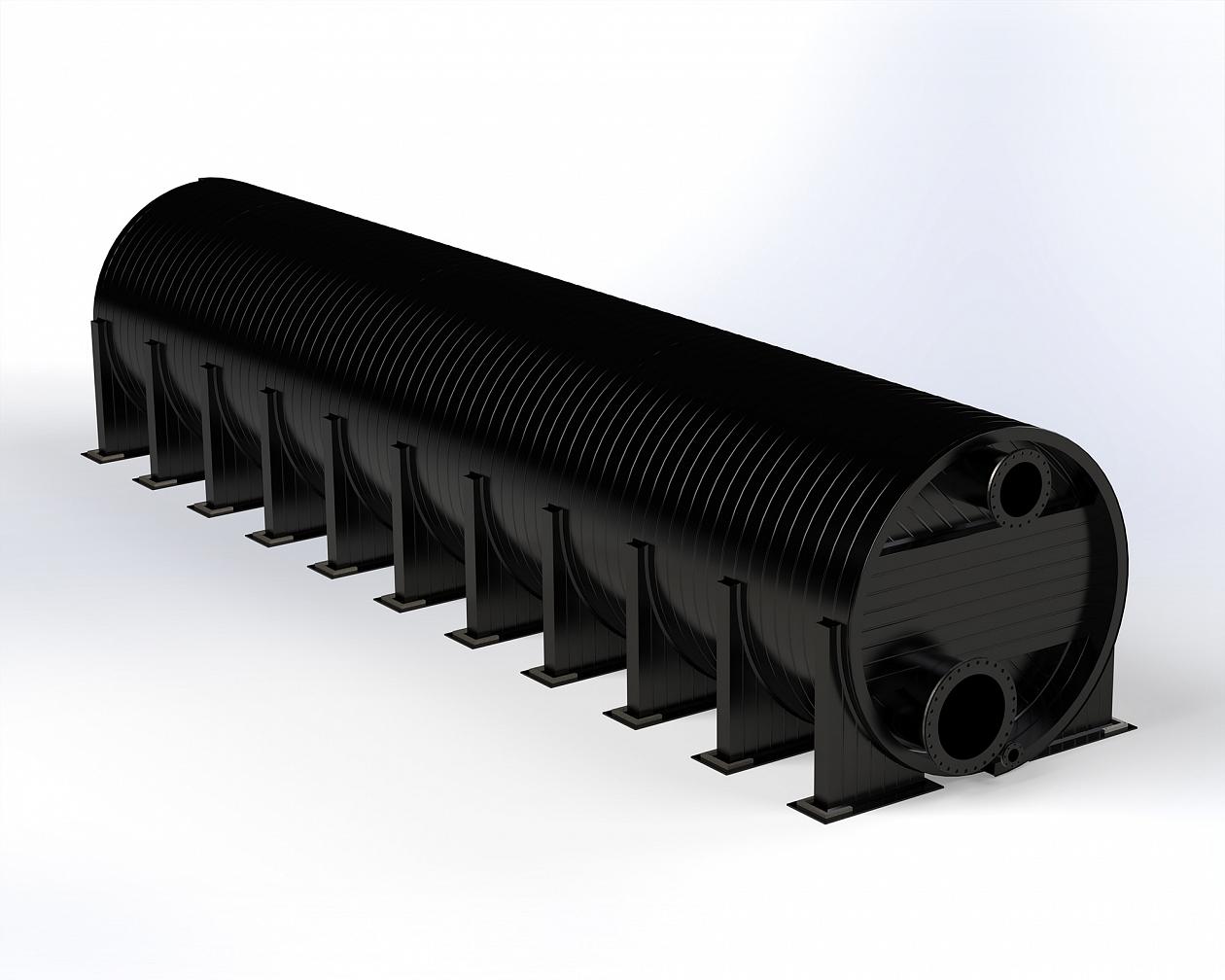
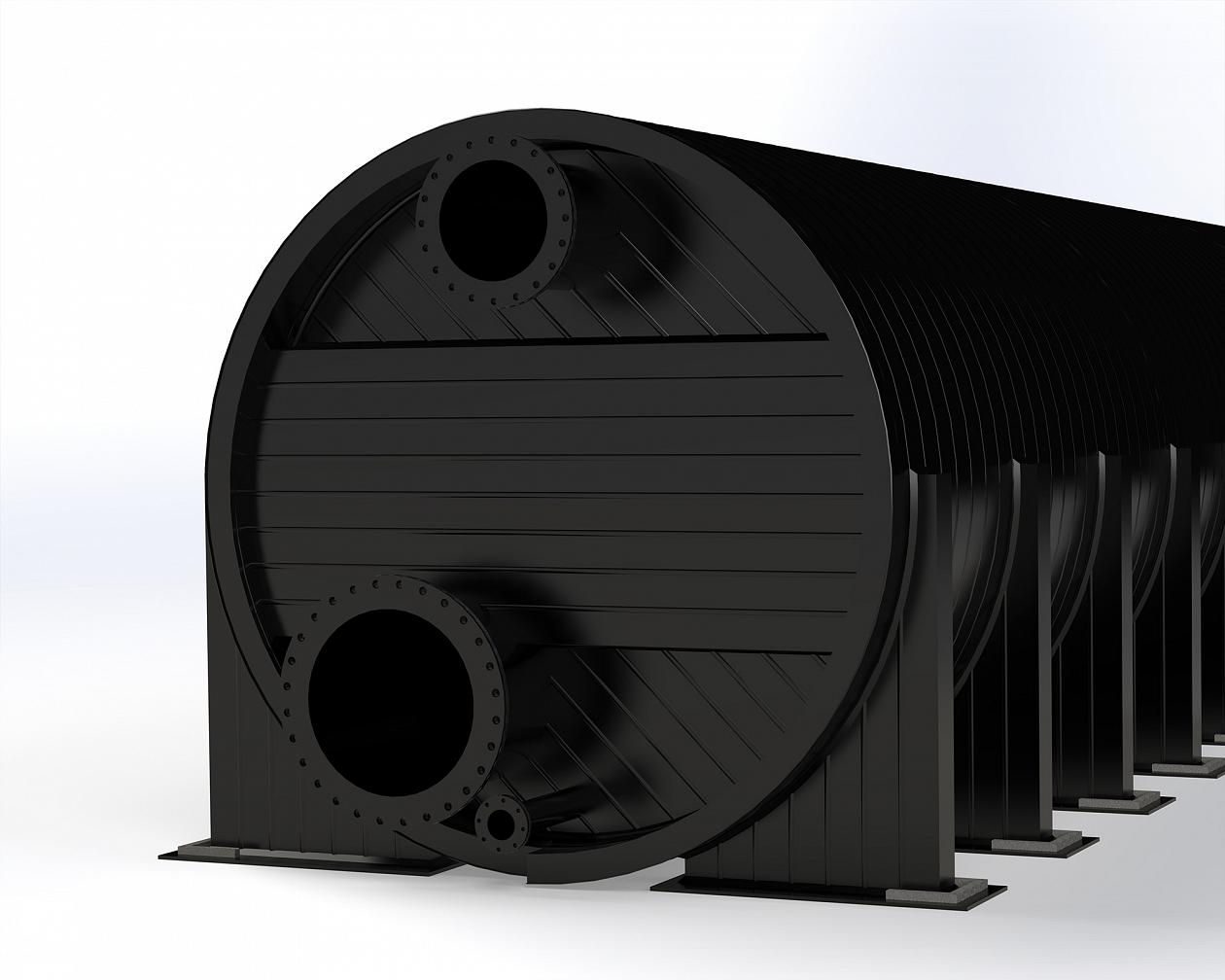
Whilst all the benefits of using Weholite pipes can be utilised on treatment works for inter-process pipework, it is for offsite build components that Weholite really soars. They can be used above and below ground, in drinking water treatment plants.
All Weholite products, combine advanced HDPE material properties with advanced production technology to create a lightweight engineered solution with superior loading capacity that is chemically inert and provides a 120-year below ground and a 60 year above ground design life.
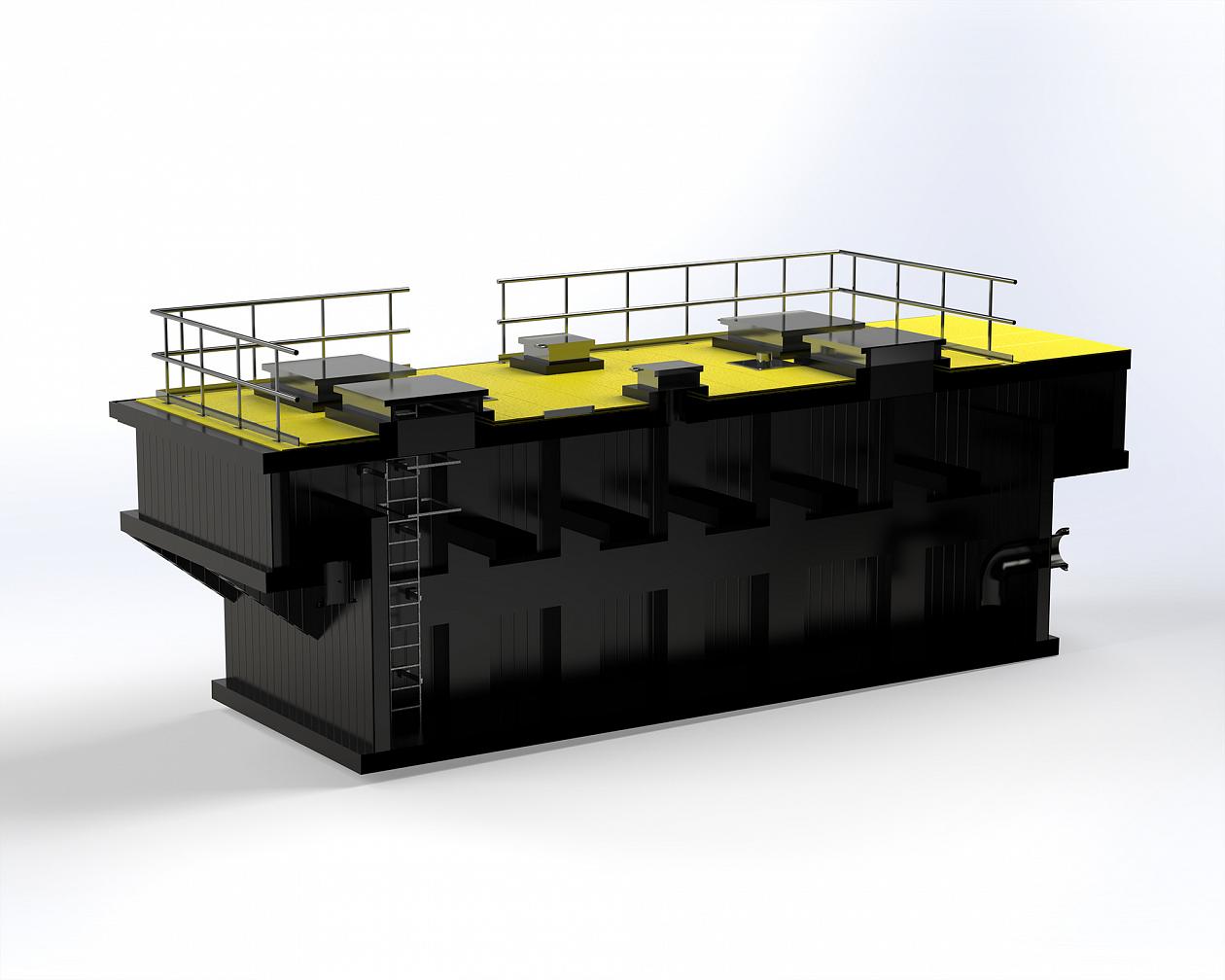
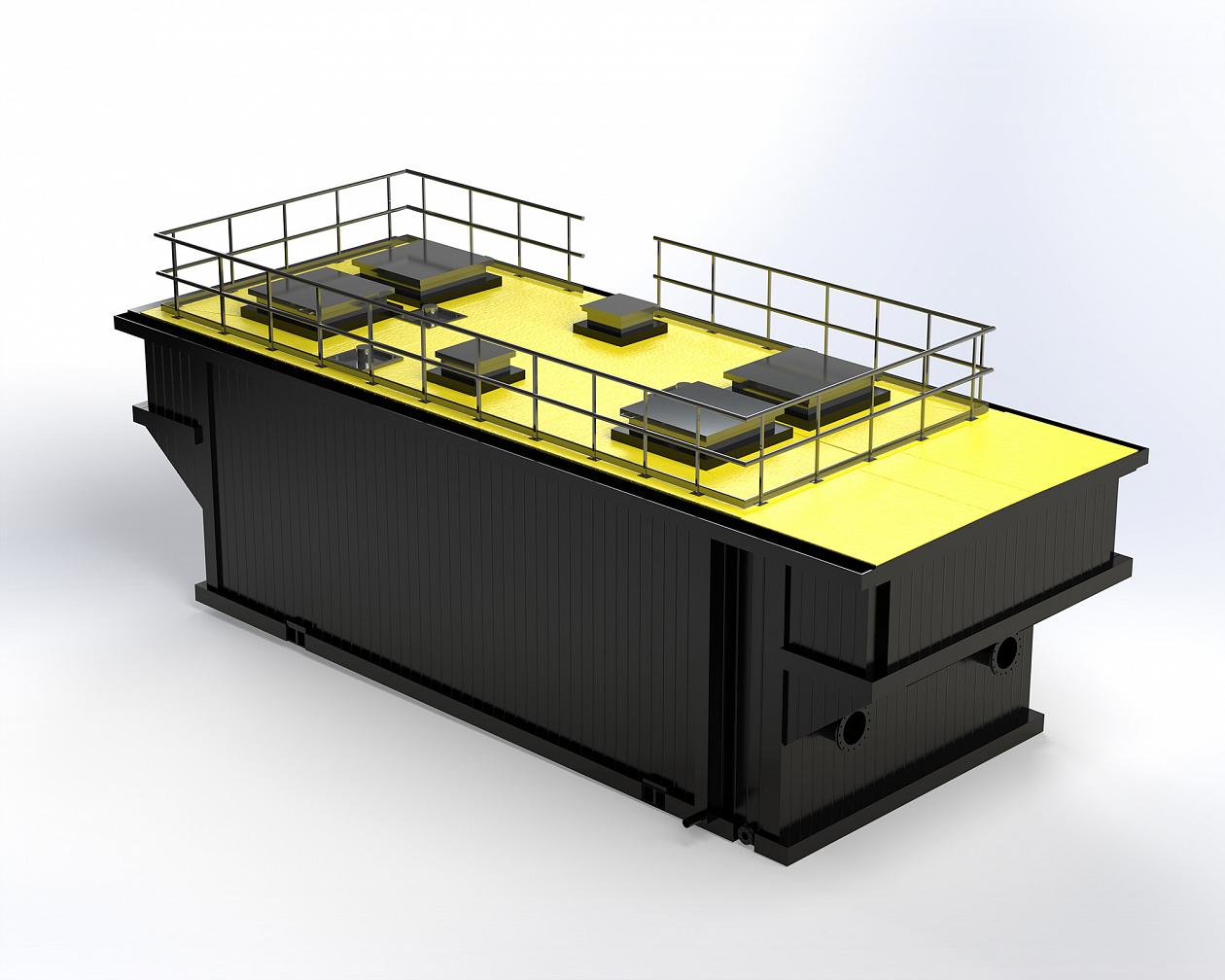
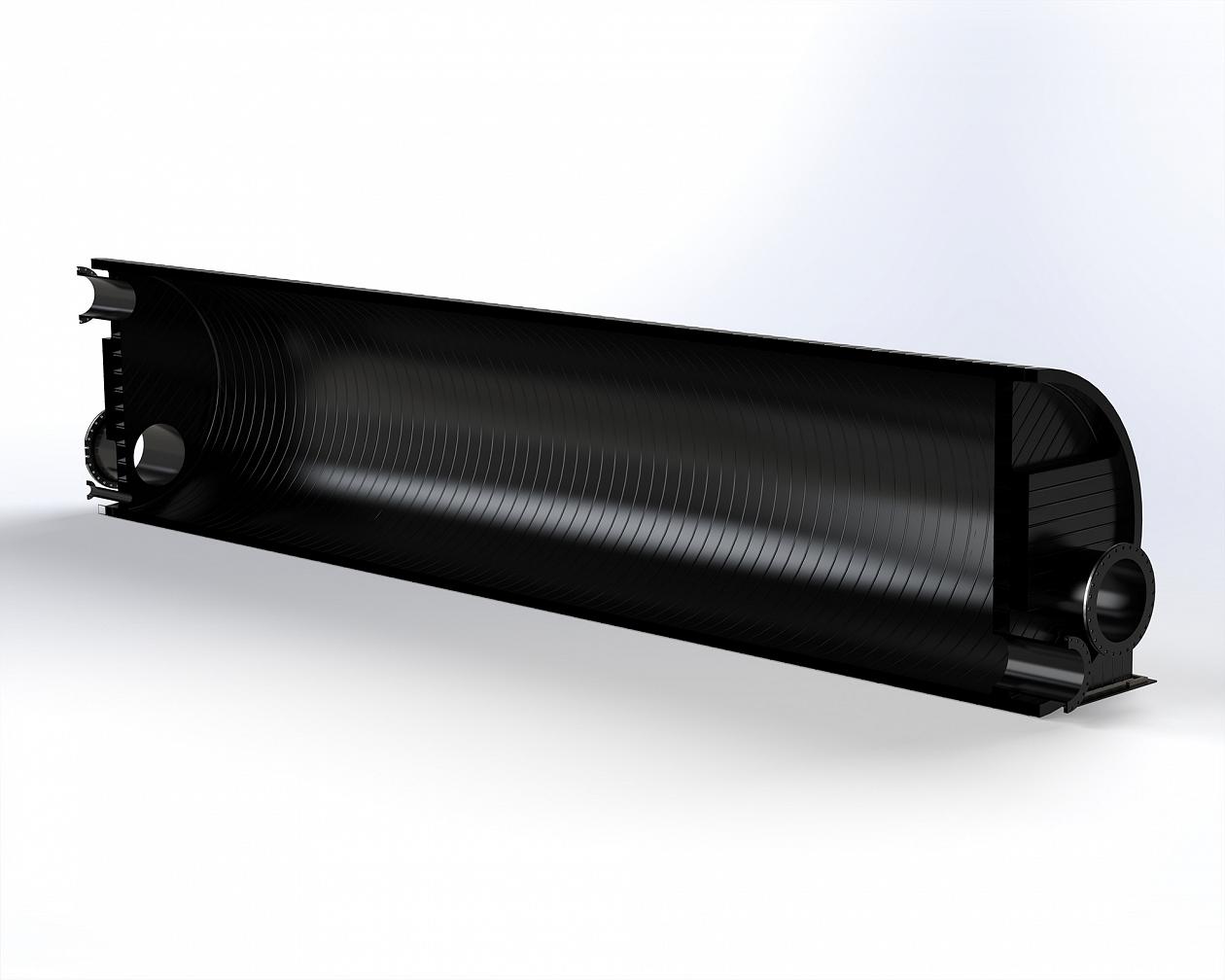
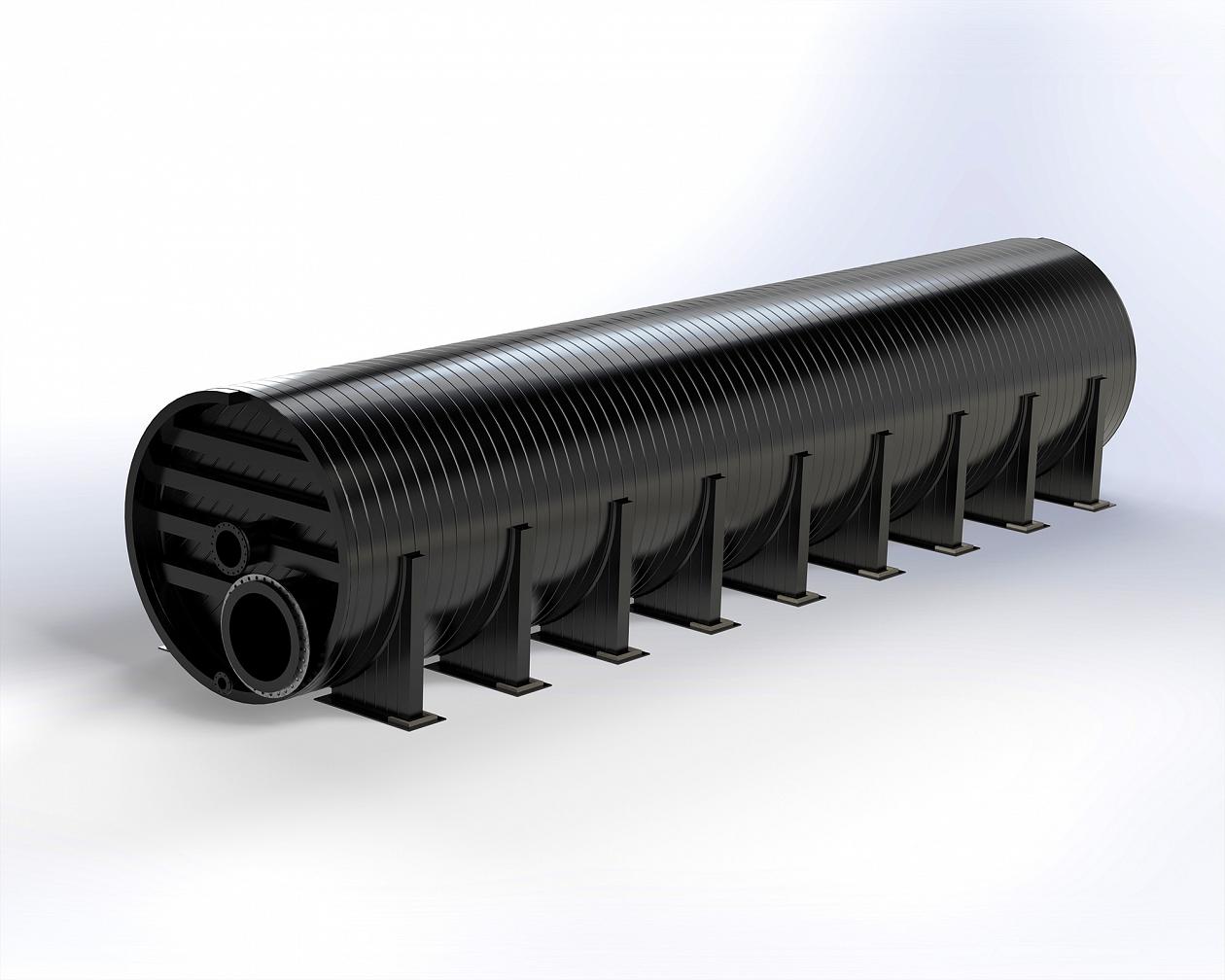
Weholite has been used to provide offsite build solutions from packaged pumping chambers; to chlorine contact tanks and many other similar products including balance tanks and RGF filter tanks.

As we carry our own professional indemnity, we are able to undertake design, produce drawings, manufacture and deliver these types of vessel to site.
Items are prefabricated at our automated production facility in South Wales using robotic technology and are generally delivered to site as completed units.
All products are pre-slung and lifted straight from the lorry and into place, saving time in design, construction and in the plant required; eliminating the need for confined space entry on site and shortening programme time.
The Weholite solution also provides tangible environmental benefits such as a lower carbon footprint.